
The manufacturers of asphalt plants are making enormous steps in developing new technologies for the market. Increasingly tough regulations mean that emissions from plants have to be strictly controlled in some key markets. Smoke, odour and dust emissions are now tightly regulated in some sectors, with plant firms also offering improved solutions for using recycled asphalt pavement - RAP - and producing warm asphalt.
Meanwhile, the issue of alternative fuels for asphalt plants is another important factor for the sector. Green alternatives to existing fuel sources have been considered for some time, with new solutions having been developed that use renewable sources and are more sustainable. This issue has come to the fore in recent times due to the conflict in Ukraine following the illegal Russian invasion and the subsequent problems with regard to supplies of oil and gas from Russia as a result.
Many asphalt plant makers have already developed contingencies for alternative fuels, with key advances for the sector now being highlighted and prioritised.
According to the German firm Benninghoven, climate agreements and more stringent regulations issued by governments and authorities worldwide pose challenges for the asphalt industry with respect to reducing greenhouse gases such as CO2. Owners of asphalt mixing plants have to reduce emissions to help secure the future of the plant site. The firm points out that when it comes to mixing asphalt in a cleaner and more sustainable way, changing from oil or coal dust to gas is a major step: Using natural gas or liquid gas can halve CO2 emissions.
Both Benninghoven and its rival Ammann have been amongst the firms taking steps to address the issue of alternative fuel solutions.
Benninghoven adds that the fuels of the future are attractive when it comes to their availability, as fossil fuels are not only limited, but are becoming increasingly more difficult to produce. This will make it more important that asphalt plant owners select the right technologies to be prepared for the future by using alternative fuels.
And Ammann says that biofuels can reduce dependency on mineral oil and can be produced from feed such as rapeseed and sugar cane. Meanwhile tall oil, a waste product of sulphate cellulose production, can be used, also.
Ammann offers a package of systems that use renewable energy sources or, in some cases, convert a waste product into fuel. The firm says that this conserves natural resources and puts less pressure on landfills.
Wood dust, a waste product from industry, is one of the important fuel options. Ammann as well as Benninghoven point out that wood is a renewable raw material that can be grown with sustainable methods and can be considered as a carbon neutral fuel.
Ammann says that its wood waste burner has proven effective and is now being used on a number of plants, while it can also be retrofitted to existing plants. However, Ammann says that its biofuel burners can also use conventional fuels such as natural gas, LPG, light and heavy oil and kerosene. This alleviates the concerns of customers who may be hesitant to rely solely on newer fuels.
With Benninghoven’s EVO JET wood dust burner, the firm also offers plant owners a sustainable fuel option. The development engineers at Benninghoven say that they have identified the ideal particle size of the wood dust, which is produced mainly from scrap wood and wood waste. The optimum grading curve of the fuel is crucial for the flame geometry of the burner, and therefore for the effectiveness of heating the virgin mineral or recycling material. Several Benninghoven customers are already successfully using the EVO JET wood dust burner.
Tackling emissions of other gases from asphalt plants are also important for the sector. One of the latest systems for reducing emissions from asphalt plants comes from Benninghoven, which says that its new REVOC technology allows plant owners to use higher recycling ratios while complying with emissions limits. The patented technology supplements existing hot and cold recycling systems in asphalt mixing plants, reducing the total carbon emissions (Ctot) with up to 50% recycling material added. Specified limits on emissions are not exceeded and in Germany for example, the levels remain below the strict limit required by the TA-Luft regulation.
While reclaimed asphalt can be added to the production process with reliable cold and hot recycling technologies, this can result in higher emissions of total carbon (Ctot, volatile organic compounds (VOC). When reclaimed asphalt is heated, a quantity of the Ctot concentrations will evaporate from the bitumen contained in the recycling material. These have a higher greenhouse potential than CO2 and can be hazardous to health in higher concentrations.
However, Benninghoven says that its REVOC system offers a solution for reducing emissions from asphalt production by making the existing mixing plants more efficient. The option of adding up to 60% RAP can reduce emissions to comply with legal limits. At the same time, the higher recycling content also helps to increase the cost effectiveness of existing plants.
The REVOC system extracts the emissions where they are generated, primarily from the mixer. The generated vapours have increased Ctot concentrations and are moved to the REVOC system for thermal processing. This step uses the energy generated for drying and heating the virgin mineral and is said to be extremely energy-efficient according to the firm. Most importantly, however, the technology can reduce Ctot emissions by up to 50%.
RAP use
The latest plants from Ammann and Benninghoven are also able to use large quantities of RAP in the feed. The firms have developed technologies that ensure the bitumen in the RAP feed is kept away from a direct flame, ensuring quality.
The French firm Fayat has also made significant gains in the use of RAP in feed material. The company has two operations making asphalt plants, Ermont concentrating on continuous plants and Marini making batching plants. Both Ermont and Marini have made considerable strides with their latest technology in developing new systems that can use more RAP in the feed while reducing emissions.
From Ermont comes the sophisticated TSX continuous asphalt plant, which is said to offer high efficiency and throughput. The TSX technology is available in two versions, the TSX HIGHWAY, which is supermobile and the TSX INCITY stationary variant. Both are said to allow for the recycling of up to 70% RAP in the mix, while ensuring high-quality output.
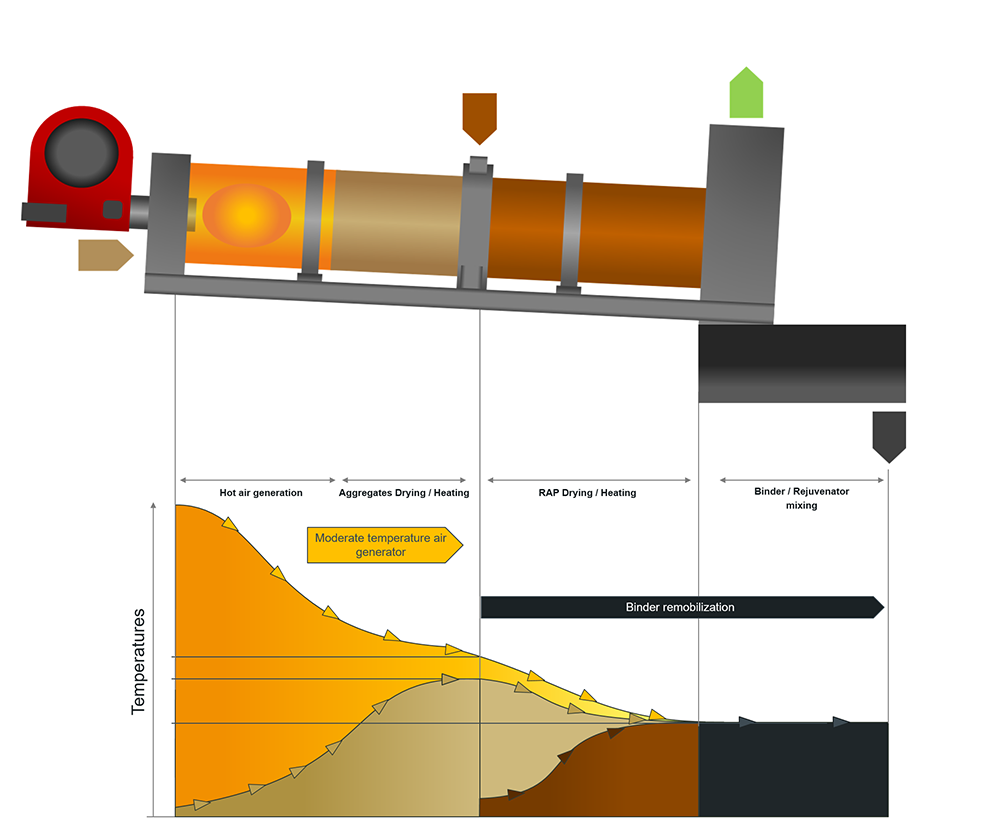
The TSX models have been developed to meet the need for an increase in recycling of materials such as bitumen and aggregates, as well as the reduction in the quantities of CO2 emissions linked to production and transport logistics of these raw materials. The TSX technology also benefits from a new process called DUOTHERM. This combines thermal exchanges between RAP and slightly overheated aggregates and thermal exchanges between RAP and moderate-temperature gases that have already exchanged with aggregates beforehand. Using this technology helps to reduce emissions into the atmosphere, below statutory regulations.
The TSX technology ensures a high-quality mix as it features a single dryer drum composed of three distinct zones, associated with a twin-shaft mixer as a standard. The first is the combustion zone, where the burner’s flame expends and generates hot gases to heat-up and dry materials. In the second zone, hot gases from the first zone exchange heat with the aggregates, drying. This zone also acts as a thermal screen to avoid any flame radiation in the third zone. The third zone meanwhile is where the RAP is introduced by the recycling ring but the material is protected from a direct flame by the second zone. Drying of the RAP occurs in the third zone due to the DUOTHERM process.
During this operation, RAP binder migrates homogeneously onto the aggregates. At the drum outlet, this homogeneous mix is conveyed to the twin-shaft mixer where it is mixed with imported binder and potential rejuvenator. Meanwhile, the long mixing time ensures full binder remobilisation.
And from sister firm Marini comes the innovative EvoDryer technology, which allows for a high percentage of RAP use in asphalt mixes while optimising quality. The system can help minimise emissions also, while ensuring high efficiency in asphalt batching operations. The new Marini EvoDryer offers high efficiency when introducing the RAP to the recycling ring, while also offering versatility.
One of the key features of the Marini Evo Dryer is the increased length of its dryer drum, allowing the plant to change the position of the RAP Introduction after the dryer flame and in turn providing plant operators with added versatility. As a result the aggregate heat exchange area stays constant, ensuring an efficient drying process.
In addition, to ensure the correct position of the flame inside the dryer drum a special long burner with internal protection is now available. This design means that the RAP introduction area is positioned after the flame, allowing a mixing area at the end of the cylinder, between the aggregates and the RAP. The design includes purpose-built mixing blades that reduce the stickiness of the RAP into the dryer drum.
The RAP can then be heated gradually, without being over-stressed by the high temperatures in the flame area. This allows the residual bitumen to be recuperated efficiently, without the risk of burning or drawbacks found with some conventional dryers such as high emissions and odour.
The Marini EvoDryer comes complete with another novel development, the new EvoDryer cylinder, which can be used to treat the fumes produced by the mixing tower in the discharge area of the mixer. A dedicated fan system sucks the diffused emissions produced by the mixer discharge. It also allows the management of the complete system and to convey emissions to the dryer discharge area behind the burner. A deflector inside the cylinder optimises the airflow emissions inside the drum, which are then flame-treated to burn off organic particles, reducing emissions and odours.


")











")


